Как починить дефект поршня
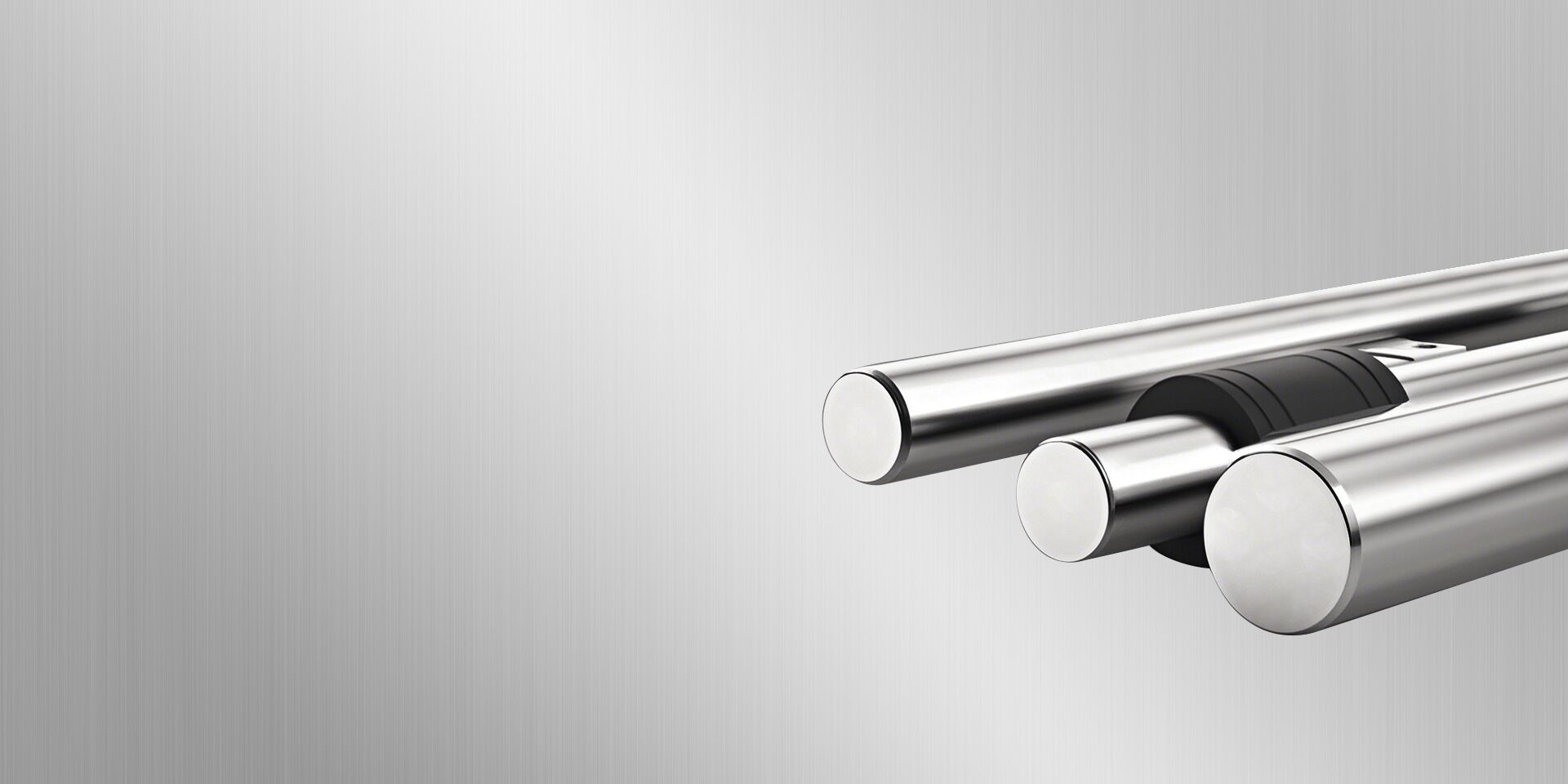
После того, как прецизионный поршневой стержень растягивается на работе, если он не обрабатывается вовремя, легкий влияет на использование продукта, а в серьезных случаях гидравлический цилиндр не может работать. Как мы это исправим? Для более легких растяжек применяется метод локального шлифования и полировки; более тяжелые растяжки устраняются путем сварки и ручного шлифования.
Формирование следов растяжения: После распада цилиндра с наддувом воздуха и жидкости было обнаружено, что прецизионный поршневой стержень сильно растянулся, а царапины растянулись рядом с шестью. Основная причина растяжения заключается в том, что после того, как хрупкость пылезащитного кольца была массивным выпадением, не только потеряла пылезащитный эффект, но и телескопическое соединение также накапливало много пыли и примесей, так что поршневой стержень был непосредственно измельчен с примесью, что привело к растяжению, шрамы, а затем царапали резиновые уплотнения устья цилиндра, в результате чего гидравлический цилиндр получил серьезную утечку.
Требования к ремонту: Наполнитель и материнский материал должны сочетаться со стабильностью, плавностью; ингредиенты должны быть полезными и легко обрабатываться вручную; ручная обработка обеспечивает точность точности поршневых стержней с погрешностью диаметра менее 0,06 мм. После анализа было решено использовать сварочный электрод j422. Потому что кислый сварочный электрод на ржавчине, масляном загрязнении и влаге не является острым, нелегко создать гидрогенизированное отверстие; хорошая технологичность, простая в эксплуатации; сварные швы красивы; материал имеет умеренную твердость, легко обрабатывается вручную; дуга стабильна, глубина плавления большая, а связь с материнским материалом стабильна.
Ремонтный процесс:
1. Сначала очистите место, подлежащее сварке, а затем окружите растяжку мокрой грязью.
2. Выберите сварочный электрод диаметром 2,5 мм, отрегулируйте ток сварочного аппарата до 120а и плавно сварите его линейным электродом.
3. После того, как все они сварены, грязь и шлак очищаются, напильник выполняется по окружности прецизионного поршневого штока грубым напильником и оставляет запас обработки 0,1 - 0,2 мм.
4. Цилиндр с внешним диаметром 185 мм, внутренним диаметром 125 мм и длиной 150 мм в качестве копирования (внешний диаметр поршневого стержня 125 мм), распиленный вдоль оси, один для грубой формы, другой для точной формы.
5. Нанесите тонкий слой красного принта на внутреннюю стенку грубой формы, затем грубой штамп прикрепляется к месту, подлежащему ремонту, и несколько раз перемалывается вдоль оси, а затем напильником отпиливает более тяжелую красную печать на изделии. Так многократно чинить напильник, оставляя после себя запас обработки 0,04 - 0,07 мм.
6. Затем используйте 320 целевых песчаных полос, смоченных в керосин с точной моделью, чтобы отремонтировать продукт до заданного размера.
7. После этого используйте заднюю часть песчаника, смоченную в керосин для ручной полировки. После измерения большая погрешность составляет всего 0,03 мм.



 English
English 


